电力我在行
专属您的电力供应服务商
0993-6080538
专业团队为您排忧解难
电力我在行
专属您的电力供应服务商
0993-6080538

联系人:吴总
电话:13009625341
座机:0993-6080538
地址:新疆塔城地区沙湾县伊宁西路215幢锦泰华庭小区34号楼底商107号
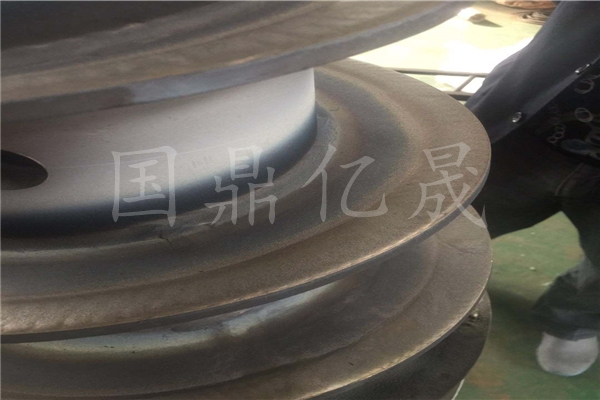
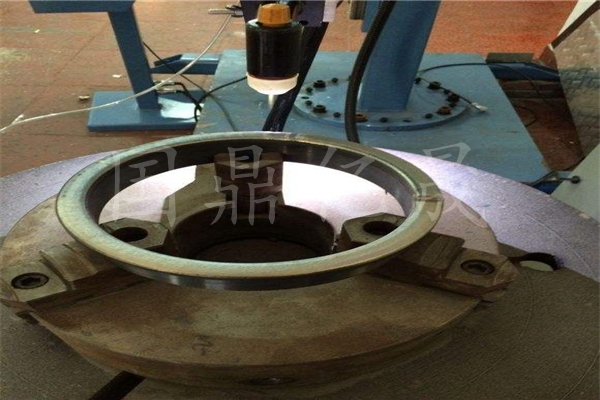
喷焊是对经加热的自可溶合金粉末镀层再加温至1000~1300℃,使顆粒熔融,造渣 上调到镀层表层,形成的硼化物和硅化物弥漫在镀层中,使顆粒间和基材表层做到优良融合。
堆积物是高密度的金属材料结晶体机构并与基材产生约0.05~0.毫米的冶金工业结合层,其融合抗压强度约400MPa,耐冲击特性不错、耐磨损、抗腐蚀,外型呈镜面玻璃。与喷漆层对比,喷焊层的优势明显。但因为重熔全过程中基材部分遇热后溫度达900℃,会造成很大热形变。因而,喷焊的应用范畴有一定局限。
高碳钢、碳含量低于0.4%的低碳钢,含Mn、Mo、V的总产量低于3.0%的合金结构钢,Cr-Ni不锈钢板,灰口铸铁,可锻铸铁和球墨铸件,低碳环保纯铁等金属材料板材能够喷焊各种自熔性铝合金。

下列材料不适合喷熔:
(1)溶点小于喷焊铝合金的原材料,如紫铜、黄铜、锡、铅等。
对氧感染力高过B、Si的原材料,如铝、镁、钛以及他们的铝合金等,但Al、Mg、Ti总成分低于0.5%的钢材牌号仍可喷焊。
(3)含S高的易切削钢,在重熔时,S与喷熔层铝合金中的Ni形成延性硫化镍,危害喷焊层的融合。
(4)脆强制高的原材料,这类原材料在遇热全过程中,易造成很大的机构地应力,或在制冷全过程中造成改变澎涨,导致基材爆裂或喷熔层开裂,这类原材料有Ni-Cr-Mo铝合金,含镁超过13%的奥氏体不锈钢板等。
(5)针对表层渗氮或高频淬火的原材料,要去除渗层,不然和喷焊铝合金中的B形成碳化硼和氮化硼,进而造成 裂痕或脱落。针对一些钢材牌号,经一定加热后才可以喷焊。