电力我在行
专属您的电力供应服务商
0993-6080538
专业团队为您排忧解难
电力我在行
专属您的电力供应服务商
0993-6080538

联系人:吴总
电话:13009625341
座机:0993-6080538
地址:新疆塔城地区沙湾县伊宁西路215幢锦泰华庭小区34号楼底商107号
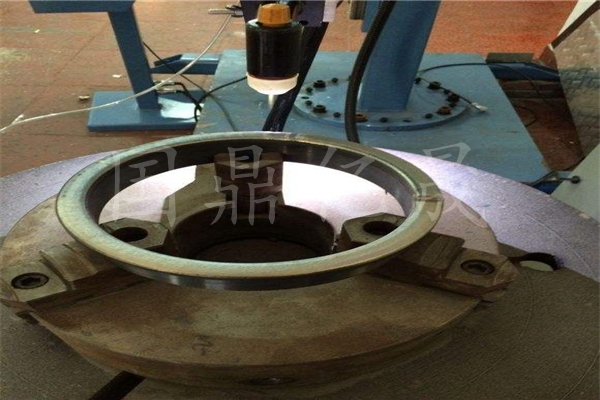
在明确选用喷焊加工工艺后,再依据下述状况采用一步法或二步骤喷焊加工工艺: ⑴产品工件需部分修复,且喷焊处不允许热输出量非常大,如各种机床导轨部分伤疤的修复,宜用一步法喷焊加工工艺;
⑵产品工件表层繁杂或无规律,如链轮链条、传动齿轮轴颈、螺旋式给加料器等,宜用一步法喷焊加工工艺;
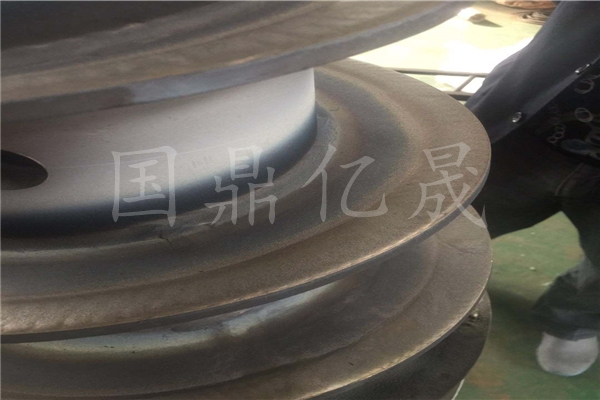
⑶大中型产品工件总体加温有艰难,如电力机车、矿车轱辘等,宜用一步法喷焊加工工艺;
⑷可在数控车床转动的一般轴类零件宜用二步骤喷焊加工工艺;
⑸个人所得镀层的强度应尽可能贴近原设计方案的表层强度,比如原设计方案选用热处理或有机化学工艺处理,使表层强度达HRC≥55上下的,则应取用说白了“硬面镀层”粉末状,如Ni15、Ni60、Fe65或Wc复合型粉;
⑹明显磨坏的非相互配合面,如泥沙泵的离心叶轮、罩壳、装岩机铲齿,螺旋式给加料器的螺旋面等,应取用高韧性如Ni15、Ni60、Fe65或Wc复合型粉;

⑺必须生产加工,但又没法上数控车床、数控磨床,只能依靠手工制作用挫刀等专用工具开展生产加工的产品工件,如机床导轨面部分伤疤的修复,只有选用低强度喷焊粉如SH?F103、Ni15等;
⑻喷焊加工工艺与电孤喷焊的差别:喷焊层与基材中间的融合是融解外扩散冶金工业融合,而喷焊则是熔融冶金工业融合,在喷焊全过程中基材不是熔融的,仅仅喷焊层与基材中间造成融解功效,在彼此之间存有一个外扩散相溶区.因为基材不溶物因此喷焊层就不容易被基材原材料所淡化,因而稀释液率极低,能确保喷焊层的优良特性,喷焊基材熔融,喷焊层稀释液率高,必须喷焊厚厚的才有可能确保焊层的特性,并且零件轮廊边角无法确保,普遍错口,边角坍塌,而喷焊则不容易出現该类缺点。