电力我在行
专属您的电力供应服务商
0993-6080538
专业团队为您排忧解难
电力我在行
专属您的电力供应服务商
0993-6080538

联系人:吴总
电话:13009625341
座机:0993-6080538
地址:新疆塔城地区沙湾县伊宁西路215幢锦泰华庭小区34号楼底商107号
易造成裂痕,在焊伤停补时因为不匀称加温和制冷速度更快,易造成内应力裂痕;此外生铁中硫含量、磷等残渣较多也易在补焊处造成裂痕;
选用一步法喷焊对基材的热输出量少,基材遇热危害小,有益于降低内应力,进而合理地操纵内应力裂痕;热输出量少,对规格精密度较高的零件做部分喷焊修复有独到见解.另外,选用氧—乙炔气体焰加温,相对性于电弧焊接制冷迟缓,对避免 裂痕和形变也有益;
合金粉末中带有明显的脱氨原素硼和硅,不但维护了粉末状中其他原素可免于空气氧化烧蚀,并且基材表层的金属氧化物也可被硼、硅元素复原,避免 了出气孔和焊瘤;
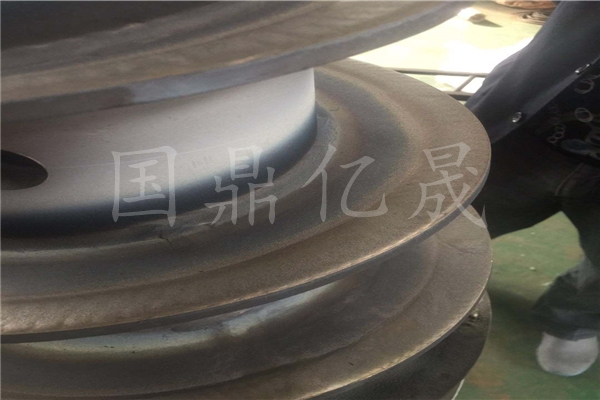
喷焊层机构高密度整平,成形好,无错口状况,只需小量生产加工就可以应用,原材料省,高效率;喷焊生铁零件常见的有SH·F103、镍基高温合金粉末状 Ni15等,铁基合金粉末溶点高,延性大,对基材危害也大,实际效果较弱.

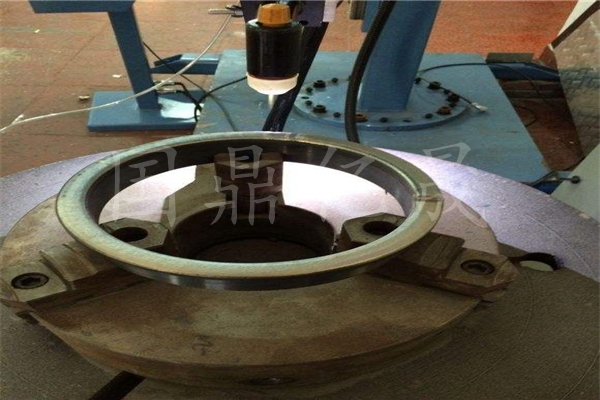
喷焊时产品工件加热的关键目地是除去产品工件表层体内湿气,并造成一定的热变形降低温度差,进而降低内应力有益于提升 镀层融合抗压强度,确保喷焊层品质,一般不锈钢板材取250—300℃,马氏体不锈钢板取450—500℃,镍—铬不锈钢板取350—400℃,高合金钢、生铁取250—300℃,一般小产品工件和容易空气氧化的不锈钢板材加热溫度要低些;
喷焊层薄厚依据产品工件喷漆后热涨冷缩特点,重熔后的收拢量大概25—30%,因而在明确喷漆层薄厚时,除考虑到加工的剩余量和产品工件喷前的直徑车少量外,务必将收拢量考虑到以内,喷层的薄厚测算,重熔前的镀层薄厚=(喷焊层薄厚+加工的剩余量)÷(1-0.3)。