电力我在行
专属您的电力供应服务商
0993-6080538
专业团队为您排忧解难
电力我在行
专属您的电力供应服务商
0993-6080538

联系人:吴总
电话:13009625341
座机:0993-6080538
地址:新疆塔城地区沙湾县伊宁西路215幢锦泰华庭小区34号楼底商107号
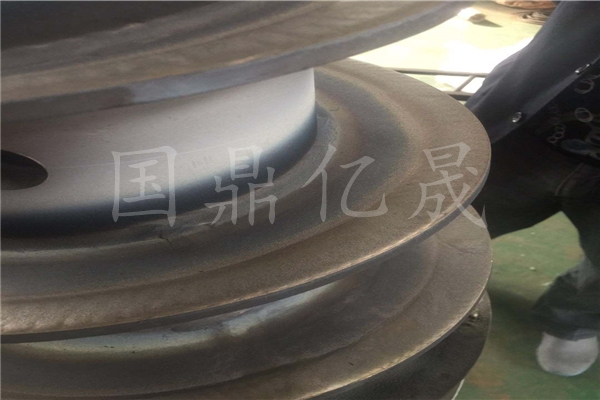
在车子及工业设备中有非常多的零件的用生铁生产制造的,在生产制造或应用全过程中免不了出現各种各样难题,选用氧—乙炔气体焰喷焊加工工艺不但是加强铸造铁件的合理方式,并且也是恢复铸造件各种各样缺点和损害(如铸铁件的沙孔、出气孔或应用中的磨坏以及它损害)的理想化方式;
喷焊多用以铸造铁件的部分缺点的修复,并且缺点大小不一,浓淡不一,合适采一步法喷焊,依据产品工件和焊修的位置,应尽可能应用小输出功率喷漆枪,那样可降低对基材的热输出量,一般采用QH—1/h,QH—2/h,QH—4/h等;
喷焊时,因生铁零件的可锻性差,应优先选择采用镍基高温合金粉末状(Ni—B—Si系列产品),镍基高温合金粉末状溶点一般为950~1050℃,重熔时基材不至于被熔融,另外,碳含量低的镍基粉喷焊层强度低,塑性变形好,能够松驰喷焊地应力有益于避免 裂痕,这时候实际操作不熟练者极其重要;

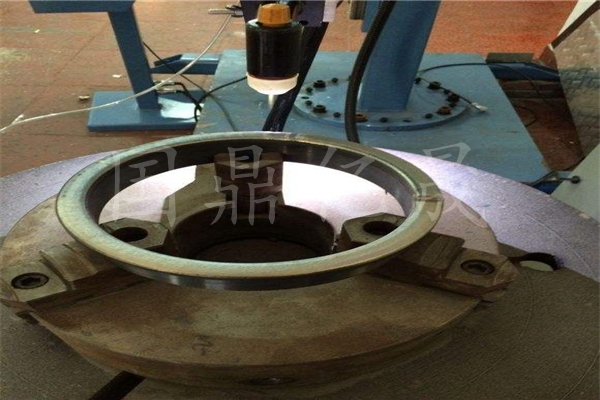
挑选喷焊标准时,应考虑到生铁材料、缺点位置尺寸,工作状况规定等要素,在确保必需火苗动能的前提条件下,尽量避免对基材的发热量键入,co2、乙炔气工作压力取下限制值为宜,粉末喷涂、重熔时,适度调节喷、熔间距,操纵热键入;⑤补焊部分小缺点,如出气孔、沙孔,喷焊前并不加热,尽量避免喷焊层周边遇热总面积,使处在高溫地区尽量小。
对部分小而深的缺点喷焊修复合适持续喷焊,该方式粉末状堆积率高,薄厚提高快,高效率,但规定实际操作技术性娴熟,使送粉量和喷、熔速率融洽,保证喷均、熔透。