电力我在行
专属您的电力供应服务商
0993-6080538
专业团队为您排忧解难
电力我在行
专属您的电力供应服务商
0993-6080538

联系人:吴总
电话:13009625341
座机:0993-6080538
地址:新疆塔城地区沙湾县伊宁西路215幢锦泰华庭小区34号楼底商107号
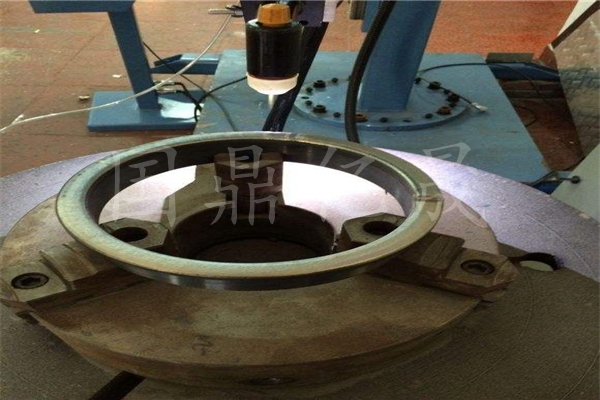
喷焊的工艺流程基础与喷漆同样,所不一样者在粉末喷涂工艺流程中提升了重熔程序流程。喷焊用一步喷焊法和二步喷焊法。工程施工前要留意:
①产品工件表层有渗氮层或渗氮层,在预备处理时务必消除;
②产品工件的加热溫度为一般碳素钢200~300℃,耐高温马氏体钢350~400℃。加热火苗用中性化或弱碳焰。除此之外,喷漆层重熔后,薄厚减少25%上下,喷熔后在热态准确测量时,应将此量考虑到以内。
一步喷焊法。一步法即喷一段后即熔一段,喷、熔更替开展,应用同一支喷漆枪进行。可采用中、中小型喷焊机。在产品工件加热后先喷漆0.2毫米的防护层,并将表层封严,防止空气氧化,喷熔从一端刚开始,喷距10~30mm,有次序地对防护层部分加温到熔化刚开始潮湿(不可以流荡)时再粉末喷涂,与熔融不断开展,直到做到预订薄厚,表层出現“镜面玻璃”返光,再往前拓展,做到表层所有遮盖喷焊层。如一次薄厚不够,可反复加厚型。一步法适用中小型零件或小总面积喷焊。

二步喷焊法。二步骤即先进行喷漆层再对其重熔。喷漆与重熔均用功率大的喷漆枪,比如SpH-E喷、焊双用枪,使合金粉末充足在火苗中熔化,在产品工件表层上造成塑性形变的冲积物。喷铁基粉末状时要弱碳火苗,喷镍基和钴基粉末状时要中性化或弱碳火苗。
粉末喷涂各层薄厚<0.2毫米,反复喷漆做到重熔薄厚,一般可在0.5~0.6毫米时重熔。假如喷焊层规定偏厚,一次重熔达不上规定时,可分几回喷漆和重熔。
重熔是二步骤的重要工艺流程,在喷漆后马上开展。用中性化焰或弱炭化焰的功率大的绵软火苗,喷距约20~30mm,火苗与表层交角为60°~75°,从距镀层约30mm处刚开始,适度把握重熔速率,将镀层加温,直到镀层出現“镜面玻璃”返光为度,随后开展下一个位置的重熔。
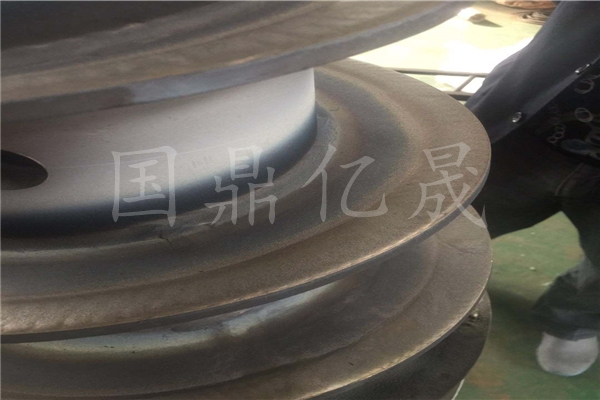
重熔时要避免 过熔(即镜面玻璃裂开),镀层金属材料流荡,或部分加温時间太长使表层空气氧化。双层重熔时,前一层减温至700℃上下,消除表层炉渣后,再作二次喷熔。重熔宜不超过3次。
产品工件的制冷。中高碳钢、高合金钢的产品工件和薄焊层、样子简易的铸造铁件在空气中当然制冷。针对焊层偏厚、样子繁杂的铸造铁件,锰、铜、钒成分很大的铝合金。